Back to blog home


Choosing the Right Manufacturing Security System: Video Surveillance for Manufacturing Facilities
by Rohan Hemrajani, on May 30th, 2025
Physical SecurityIn today’s dynamic landscape, ensuring safety and security in manufacturing facilities is more important than ever. The manufacturing sector experienced close to 400 workplace fatalities in 2023 with the leading cause being “contact incidents” with machinery. Organizations also face other internal issues like employee theft and fraud with the median loss per fraud case in the manufacturing sector being approximately $177,000.
To address these concerns, manufacturing security solutions are essential, offering integrated systems tailored to the unique requirements of a manufacturing facility. Manufacturing plants face unique security challenges that require specialized surveillance solutions capable of operating in demanding industrial environments while providing comprehensive coverage of complex operations.
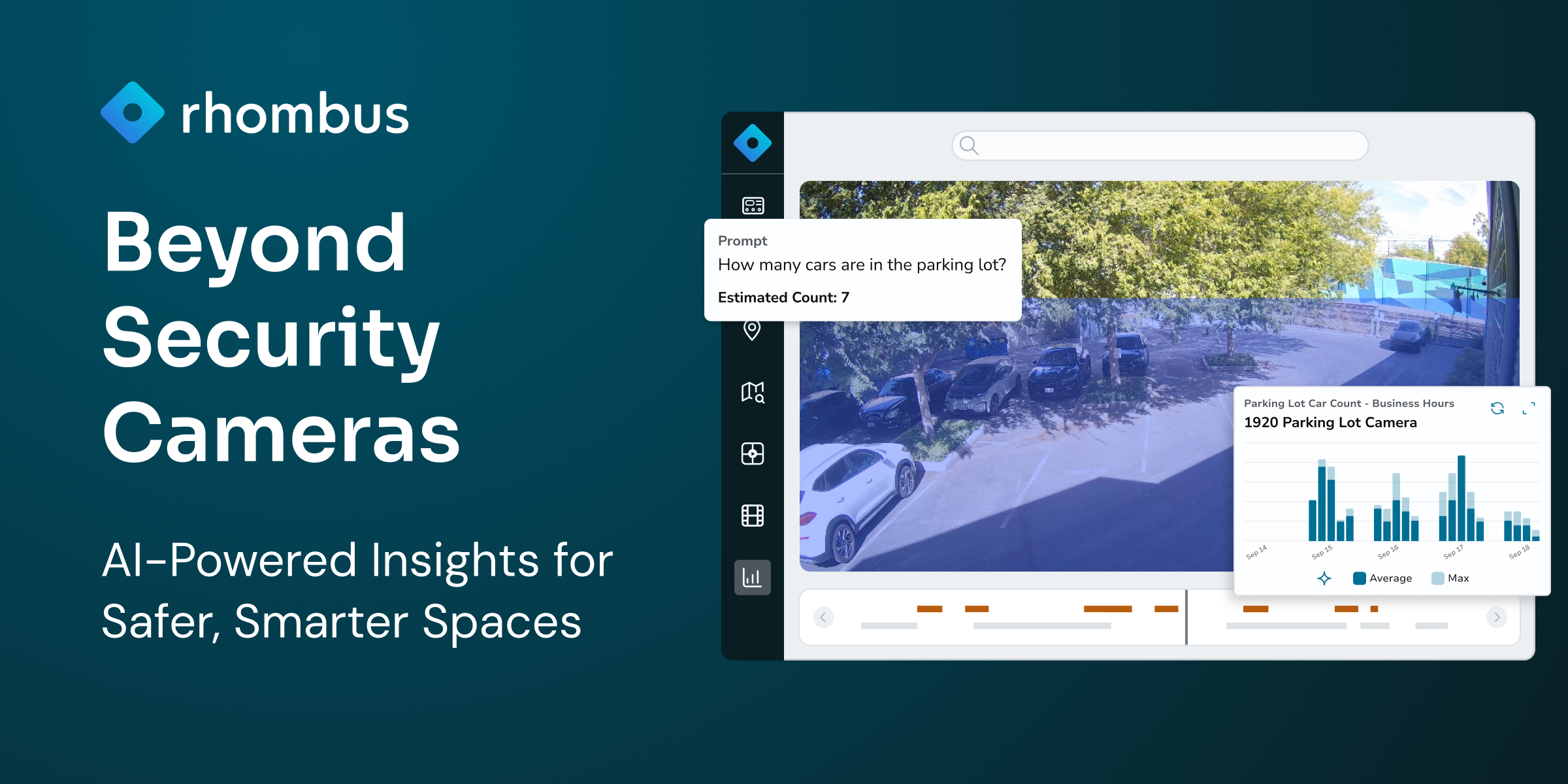
Modern manufacturing security systems have evolved far beyond simple perimeter monitoring to become sophisticated platforms that integrate seamlessly with existing infrastructure, provide real-time analytics, and support proactive threat detection. Surveillance cameras are now a core component of these systems, enabling comprehensive monitoring and advanced analytics. Understanding the specific requirements and benefits of video surveillance in manufacturing environments is essential for making informed decisions about security investments that protect both physical assets and operational continuity. Additionally, data protection plays a critical role in ensuring regulatory compliance and safeguarding sensitive information within manufacturing security solutions.
Importance of Video Surveillance in Manufacturing Facilities
Manufacturing facilities present distinct security challenges that make comprehensive video surveillance systems essential rather than optional. These environments typically contain high-value equipment, raw materials, and finished products that represent significant financial investments requiring protection from theft, vandalism, and industrial espionage.
Asset Protection and Theft Prevention
Manufacturing plants house expensive machinery, precision tools, and valuable inventory that make attractive targets for both internal and external threats. Video surveillance systems provide continuous monitoring of critical areas, creating deterrent effects while enabling rapid response to security incidents. Alarm systems play a crucial role in deterring theft and providing rapid response to unauthorized activities, further strengthening asset protection.
Worker Safety and Compliance Monitoring
Industrial environments involve inherent safety risks that require constant vigilance to prevent accidents and ensure regulatory compliance. Security cameras positioned strategically throughout manufacturing floors can monitor adherence to safety protocols and identify potential hazards before they result in injuries. Surveillance and monitoring are key to achieving plant safety by proactively addressing risks and maintaining a safe environment. Additionally, surveillance helps ensure safety for all employees by providing real-time oversight and quick incident response.
Operational Efficiency and Process Monitoring
Beyond security applications, modern surveillance systems contribute to operational excellence by providing insights into manufacturing processes, workflow bottlenecks, and equipment performance. Video analytics can track production line efficiency and support continuous improvement initiatives. Surveillance systems also support business continuity by minimizing disruptions and ensuring ongoing operations even during unexpected events.
Perimeter Security and Access Control
Manufacturing facilities often span large areas with multiple entry points that require comprehensive monitoring to prevent unauthorized access. Integrated surveillance systems work in conjunction with access control measures to create layered security approaches. These systems help reduce risk by controlling access points and limiting entry to only authorized personnel, thereby protecting sensitive areas. Effective security management is essential for overseeing multiple entry points and ensuring consistent security coverage across the facility. Integrated systems enhance security by combining surveillance and access control technologies for a unified approach. Access control measures also reduce the attack surface for potential threats by limiting vulnerabilities and restricting entry to critical zones.

Different Surveillance Systems for Manufacturing Facilities
IP-Based Digital Systems
Internet Protocol cameras represent the current standard for manufacturing surveillance, offering superior image quality, remote accessibility, and advanced feature sets compared to traditional analog systems. IP cameras provide high-definition video capture, digital zoom capabilities, and integration possibilities with other security and operational systems. Modern camera systems also deliver advanced monitoring and integration capabilities, supporting comprehensive surveillance and seamless connectivity with other security technologies.
Cloud-Based vs. On-Premises Solutions
Cloud-managed surveillance platforms offer significant advantages for manufacturing facilities, including reduced infrastructure requirements, automatic updates, and centralized management across multiple locations. Security camera systems further enhance these benefits by enabling centralized video management, streamlined compliance reporting, and easier integration with facility-wide security protocols.
Environmental Durability Requirements
Manufacturing environments require cameras designed to withstand industrial conditions, including dust, moisture, temperature variations, and potential chemical exposure. Specialized cameras with appropriate IP ratings and robust housing designs ensure reliable long-term operation in demanding conditions. Integration of industrial systems with surveillance solutions can improve operational efficiency and safety by automating monitoring and response processes. Additionally, environmental monitoring is crucial for maintaining regulatory compliance and ensuring a safe working environment.
Key Features for Manufacturing Security Systems
Manufacturing surveillance systems require specific technical capabilities to function effectively in industrial environments while providing actionable security intelligence.
High-Resolution Imaging and Night Vision
Manufacturing facilities operate around the clock, requiring cameras capable of capturing clear, detailed footage in various lighting conditions. High-resolution sensors ensure that critical details are preserved for investigation purposes, while advanced night vision capabilities maintain surveillance effectiveness during low-light periods or overnight shifts. Monitoring production areas with high-resolution and night vision cameras is essential for both security and quality control.
Environmental Protection and Durability
Industrial environments subject surveillance equipment to challenging conditions including intense electromagnetic pulses, welding light, dust, and temperature extremes. Manufacturing-grade cameras must feature IK10 impact resistance, specialized dome protection, and robust housing designs to ensure reliable operation in harsh conditions.
Advanced Analytics and Motion Detection
Intelligent video analytics help filter routine activities from genuine security events, reducing false alarms while ensuring that significant incidents receive appropriate attention. Advanced motion detection can distinguish between authorized personnel, equipment movement, and potential security threats, providing context-aware alerting capabilities. Live video monitoring offers real-time oversight of facility activities, enhancing safety and operational efficiency. Instant alerts generated by these systems enable immediate responses to incidents, minimizing risks and preventing escalation. Advanced analytics also improve response times to security events by quickly notifying relevant personnel. Surveillance analytics can identify malfunctioning equipment, and further detect malfunctioning equipment to prevent production disruptions.
Integration and Remote Access
Effective manufacturing security systems integrate seamlessly with existing infrastructure including access control systems, alarm panels, and operational technology networks. Cloud-based management enables remote monitoring across multiple locations while supporting mobile access for security personnel and facility managers. Live camera feeds provide valuable real-time video access for remote monitoring and emergency response, improving incident handling and operational oversight.
Top 5 Benefits of Surveillance and Security Cameras in Manufacturing
Implementing comprehensive video surveillance systems in manufacturing environments delivers measurable benefits that extend beyond basic security applications, as demonstrated by real-world implementations. These systems provide comprehensive security coverage by integrating multiple security features to protect against physical and cyber threats. Surveillance solutions benefit businesses of all sizes by offering scalable protection and operational insights. Additionally, deploying surveillance across multiple manufacturing sites ensures consistent safety and operational standards.
1. Enhanced Quality Control and Vendor Accountability: Strategic camera placement at inspection stations dramatically improves quality assurance processes. Quality engineers can use camera controls for detailed frame-by-frame analysis of products, leading to faster identification of defects and improved vendor accountability.
2. Proactive Equipment Monitoring and Downtime Prevention: AI-powered cameras deployed in manufacturing cells enable safe monitoring of robotic operations without endangering employees. With comprehensive surveillance, facilities can detect “overtravel” incidents and equipment deviations immediately, preventing damage and defective products from reaching final inspection. Early detection through surveillance helps avoid costly downtime by allowing prompt intervention before issues escalate. Monitoring equipment health also enables facilities to prevent operational disruptions by identifying potential failures before they impact production.
3. Accelerated Incident Investigation and Resolution: Advanced surveillance systems revolutionize incident investigation processes, dramatically reducing time spent on incident analysis. Intelligent motion detection and precise event filtering enable rapid identification of root causes and quick corrective action implementation.
4. Enhanced Employee Training and Safety Compliance: Video surveillance creates valuable training resources by capturing real workplace scenarios for educational purposes. Facilities can create dedicated training clip libraries using surveillance footage, turning actual incidents into learning opportunities that improve safety protocols.
5. Operational Visibility and Process Optimization Comprehensive surveillance provides insights into manufacturing processes, enabling managers to identify efficiency opportunities, monitor equipment performance, and optimize workflow arrangements. Surveillance helps optimize productivity by identifying inefficiencies and supporting continuous improvement. Real-time insights from surveillance support smooth operations by allowing immediate response to emerging issues. Monitoring production lines is essential for maintaining efficiency and safety throughout the manufacturing process. License plate recognition systems serve dual purposes, tracking shipments for logistics teams while enhancing facility security.
Asset Protection and Theft Prevention Surveillance systems play a critical role in securing valuable assets and sensitive areas within manufacturing facilities, reducing the risk of theft and unauthorized access.
Choosing the Best Security Systems for Manufacturing Facilities
Selecting appropriate surveillance technology for manufacturing environments requires evaluating multiple factors to ensure that chosen systems meet both current needs and future expansion requirements.
Assess Environmental Demands
Different manufacturing operations present unique environmental challenges that influence surveillance system requirements. Consider factors including welding operations, robotic systems, chemical exposure, and electromagnetic interference when evaluating system durability requirements.
Evaluate Integration Capabilities
Modern surveillance systems should offer fully open API platforms that enable rapid deployment of new solutions and seamless integration with emerging technologies. This flexibility provides competitive advantages by supporting innovative applications and future technology adoption. Additionally, it is essential to consider ICS security to protect industrial control systems from cyber threats and ensure operational continuity.
Consider Total Value Beyond Security
Manufacturing surveillance systems deliver value across multiple operational areas beyond traditional security applications. Evaluate systems based on their ability to support quality control, operational efficiency, employee training, and process optimization initiatives. Protecting intellectual property is also a key consideration, as surveillance systems play a vital role in safeguarding proprietary information from theft or industrial espionage.
Prioritize Access Control Integration
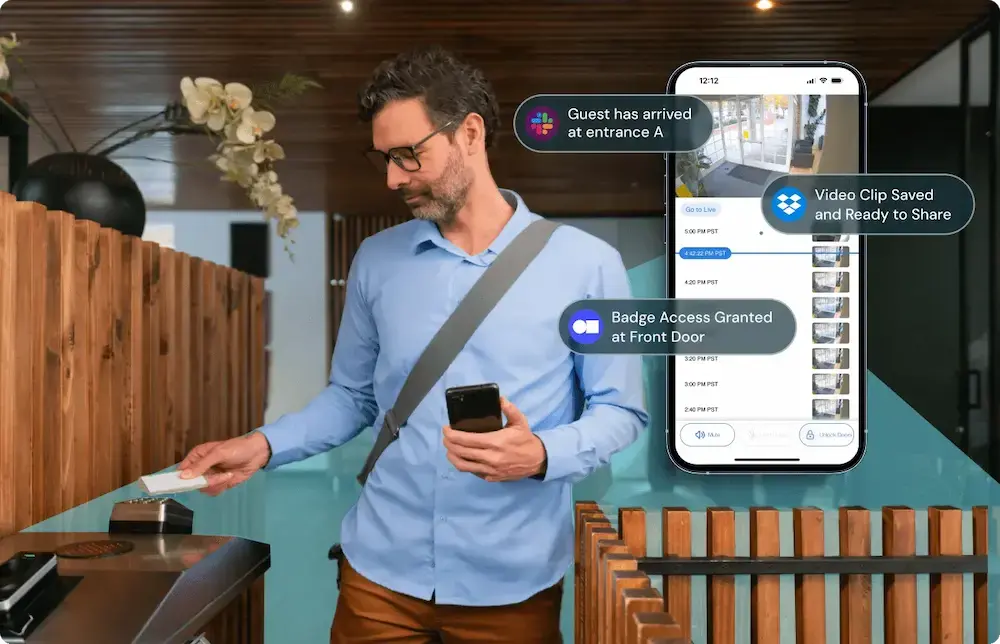
One of the most critical considerations for manufacturing facilities is the integration between video surveillance and access control systems. This integration provides essential visual context for security events by immediately showing who accessed specific areas and when. When unauthorized personnel appear in restricted zones, integrated systems can correlate badge access attempts with visual confirmation, identifying whether someone followed an authorized person, used stolen credentials, or bypassed access controls entirely. Integrated systems help keep facilities secure from both physical and cyber threats by providing comprehensive monitoring and rapid response capabilities.
This visual verification capability is particularly valuable in manufacturing environments where personnel must remain in designated safe zones during certain operations. Integrated systems can automatically alert security personnel when someone appears in a restricted area without proper authorization, enabling immediate response to prevent safety incidents or security breaches. The combination of access logs and video evidence also strengthens incident investigations and helps identify patterns of unauthorized access.
Rhombus for Manufacturing Facilities
Modern cloud-managed security platforms like Rhombus offer particular advantages for manufacturing environments through purpose-built features designed to address industrial security challenges. Rhombus is tailored to meet the specific security needs of a manufacturing plant, ensuring comprehensive protection and compliance.
Rhombus systems provide specialized cameras including dome cameras that effectively shield against intense welding light and particulates, while bullet cameras deliver high-resolution outdoor monitoring. The cloud-first architecture eliminates single points of failure while simplifying system management across multiple facilities. Real-world implementations demonstrate measurable results, with facilities reporting savings of 80 labor-hours per week through enhanced quality control processes and 90% faster incident investigations.

Manufacturing professionals using Rhombus note significant cost savings: “For every camera we’ve had on one of the robots, it saves us thousands of dollars each month in terms of diagnosing issues preemptively, catching things before they go wrong, and preventing downtime.” Facilities have successfully created over 350 dedicated training clips using the Rhombus Console, enabling targeted education on complex and high-stakes protocols.
Advanced AI analytics capabilities enable proactive threat detection and operational insights that support both security and efficiency objectives. The platform’s seamless integration with access control systems provides critical visual context for security events, immediately correlating badge access with visual confirmation of personnel movements. When unauthorized individuals appear in restricted manufacturing zones, the integrated system automatically alerts security personnel while providing visual evidence of how access was obtained.
This access control integration is particularly valuable in manufacturing environments where robotic operations and hazardous processes require strict personnel restrictions. The system can automatically detect when someone enters a manufacturing cell during active operations, triggering immediate safety protocols while providing security teams with complete visual documentation of the incident. Protecting sensitive areas such as labs, IT rooms, and production zones is essential, and Rhombus supports role-based permissions and security policies to safeguard these critical spaces from unauthorized access.
Manufacturing facilities require sophisticated security solutions that protect valuable assets while supporting operational excellence. Rhombus offers advanced security camera systems designed for industrial environments, providing the durability, functionality, and integration capabilities necessary to address the unique challenges of manufacturing security while delivering measurable returns through improved safety, efficiency, and asset protection.
Ready to explore modern cloud-managed physical security? Book a live demo and a personalized consultation today!
%20--%3e%3csvg%20version='1.1'%20id='Layer_1'%20xmlns='http://www.w3.org/2000/svg'%20xmlns:xlink='http://www.w3.org/1999/xlink'%20x='0px'%20y='0px'%20viewBox='0%200%20110%20110'%20style='enable-background:new%200%200%20110%20110;'%20xml:space='preserve'%3e%3cstyle%20type='text/css'%3e%20.st0{fill:url(%23SVGID_1_);}%20%3c/style%3e%3cg%3e%3clinearGradient%20id='SVGID_1_'%20gradientUnits='userSpaceOnUse'%20x1='25.325'%20y1='766.725'%20x2='84.725'%20y2='707.325'%20gradientTransform='matrix(1%200%200%201%200%20-682)'%3e%3cstop%20offset='0'%20style='stop-color:%23006F94'/%3e%3cstop%20offset='1'%20style='stop-color:%2300C1DE'/%3e%3c/linearGradient%3e%3cpath%20class='st0'%20d='M106.9,47.5L62.5,3.1c-4.1-4.1-10.9-4.1-15,0L3.1,47.5c-4.1,4.1-4.1,10.9,0,15l44.4,44.4%20c4.2,4.2,10.9,4.2,15.1,0L107,62.5C111,58.4,111,51.6,106.9,47.5z%20M55.5,71.2c-9.4,0.3-17-7.3-16.7-16.7C39.1,46,46,39.1,54.5,38.8%20c9.3-0.3,17,7.3,16.7,16.7C70.9,64,64,70.9,55.5,71.2z'/%3e%3c/g%3e%3c/svg%3e)
Rohan Hemrajani
Director of Product & Content Marketing

Rohan Hemrajani serves as Director of Product & Content Marketing at Rhombus. He has over 10 years of marketing experience, ranging from multinational to startup brands, with the majority in the IoT industry. Rohan has launched several new products and programs designed to deliver safety and efficiency across diverse industries.